
جوشکاری عملیات گرمی است که به واسطه جریان الکتریسیته و… دو فلز یا غیر فلز را به هم متصل میکند . با ما در ادامه این مقاله همراه باشید تا به بررسی تهویه موضعی جوشکاری بپردازیم. همچنین میتوانید با مراجعه به رزومه شرکت ، با مجموعه ما بیشتر آشنا شوید.
جوشکاری از جمله فعالیتهایی هست که در هر صنعتی یافت میشود. اگر بخواهیم روی جوشکاری فلزات تمرکز کنیم عملیات اتصال دو فلز پایه است که برای متصل شدن نیاز به یک پرکننده دارد که طی عملیات گرم ذوب شده و پس از سرد شدن محکم میشود. لذا این پرکننده باید از مواد مناسبی باشد. بسته به نوع جوشکاری این پرکننده ممکن است الکترود جوشکاری با روکش نیکل، کروم، منگنز و … باشد یا در جوشکاریهای با گاز محافظ مانند CO2 سیم جوش مس و… باشد. در طی عملیات جوشکاری و ذوب شدن الکترود، فیومهای فلزی متصاعد میشوند که غالبا از جنس مواد بکار رفته در الکترود هستند و بخشی از مواد حاصل از فلز پایه یا رنگ و لعاب روی آن نیز ممکن است در این آلودگی حضور داشته باشند. این فیومها در صنعت با نام دود جوشکاری نیز یاد میشوند.

فیومها در تعریف خود ذرات ریز جامدی هستند که در اثر متراکم شدن ذرات تبخیر شده از مواد جامد مذاب که به واسطه تصعید و اکسیداسیون تولید میشوند. قطر ذرات فیوم کوچک در در محدوده 001/ 0 تا 1 میکرومتر هستند به همین سبب در مواجهات تنفسی میتوانند به قسمت های تحتانی ریه نیز نفوذ کنند و اثرات خود را بر جای بگذارند. فیوم جوشکاری موجب عفونت ریه میشود. علاوه بر آن بسته به نوع آلاینده و البته غلظت آن در هوا اثرات مختلفی از عفونت تا سرطان را ممکن است موجب شود. البته این منوط به استفاده از مواد سرطانزا در الکترود و غلظت بالای آن در محیط و مواجهه مزمن در طول سالیان سال است.
در هر صورت فیوم جوشکاری آزار دهنده و بیماریزا است و لزوما باید کنترل شوند. از مهمترین روشها برای کنترل فیوم جوشکاری استفاده از سیستم تهویه است. روشهای مختلفی برای کنترل فیوم جوشکاری به صورت موضعی و عمومی از طرف مجمع دولتی متخصصین بهداشت صنعتی آمریکا (ACGIH) تعریف شده است که بسته به نوع قطعه، شرایط کار و… انتخاب و طراحی میشوند. این طرحها را میتوان با رعایت موارد فنی و عملیاتی برای انواع جوشکاری قوس الکتریکی، جوشکاری با گاز و … استفاده کرد.
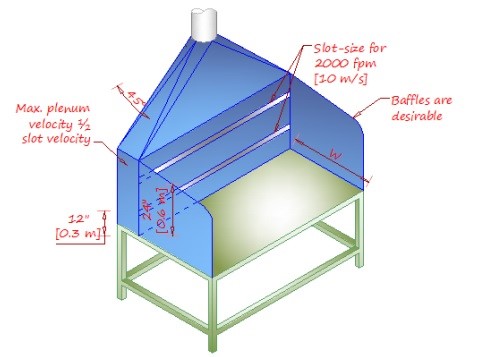
تهویه جوشکاری رومیزی
یکی از طرحهایی که در جوشکاری با موضع ثابت و برای قطعات با ابعاد مشخص و تقریبا کوچک کاربرد دارد، هود نیمکتی تهویه جوشکاری است که در آن از هود جانبی اسلاتدار استفاده میشود. برای قطعات طویل که نقطه جوشکاری آن روی میز و جلوی هود است یا قطعاتی که کوچک نیستند باید تمهیدات فنی و طراحی را در نظر گرفت.
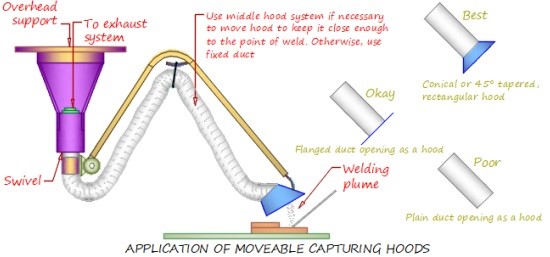
جوشکاری با هود بازویی
از دیگر طرحهایی که در جوشکاری کاربرد دارند، هودهای بازویی متحرک هستند که به دلیل قابلیت جابجایی هود و قرار دادن در موضع جوشکاری مورد پذیرش هستند. این هودها به دلیل قابلیت جابجایی در سطح وسیعتری از قرارگیری قطعات قابل استفاده بوده و برای قطعات حجیمتر که وجوه مختلف آن نیاز به جوشکاری دارند، در صورت طراحی و ساخت مناسب، کارآمد خواهند بود. در این سیستم، بازوها در نقطه اتصال به قسمت ثابت انتهایی قابل چرخش و در محل مفاصل کانال معمولا قابل انعطاف در نظر گرفته میشوند تا هم قابلیت چرخش کل بازو میسر شود هم امکان جابجایی در موضع جوشکاری یا به نوعی افزایش و کاهش طول و ارتفاع هود ممکن باشد در محل اتصال هود به کانال نیز بهتر است علاوه بر امکان حرکت در محور بالا و پایین، امکان حرکت به چپ و راست نیز میسر باشد تا بتوان در موقع جوشکاری وجوه جانبی قطعه یا محصول نیز تهویه موثر را انجام داد. این سیستم برای جوشکاری با سمیت کم توصیه میشود. برای جوشکاری با سمیت متوسط نیز مناسب هستند در این صورت طراح باید ملاحظات طراحی و مکش مناسب را در نظر بگیرد. برای جوشکاری با سمیت بالاتر معمولا هودهای اتاقکی یا محصور گزینههای بهتر هستند. مسئله مهم در این هودها حفظ فاصله مناسب بین هود و منبع انتشار فیوم یا جوشکاری است که برای حفظ سرعت به دام اندازی مناسب ضروری است و نیاز است توسط جوشکار جابجا شود. از این بازوها در هودهای پرتابل نیز استفاده میشود.
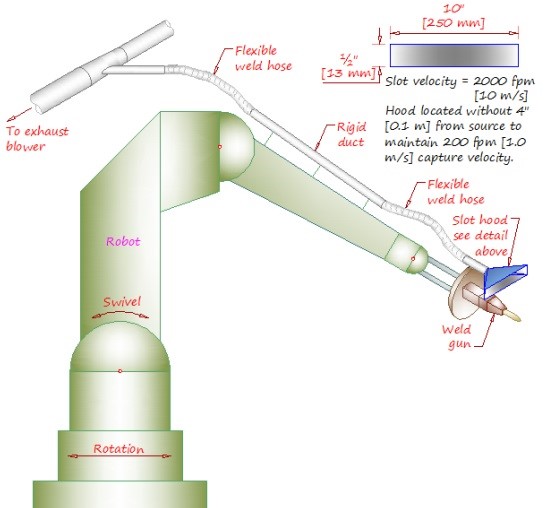
تهویه جوشکاری با ربات
امروزه با مکانیزه شدن دستگاهها، نیاز به سرعت بالای تولید، نیاز به دقت بالا و…، بسیاری از عملیاتها رباتیک شدهاند. عملیات جوشکاری نیز از این قاعده مستثنی نمانده است و در بسیاری از صنایع خودروسازی و صنایع وابسته و خیلی صنایع دیگر از این رباتها استفاده میکنند. در طی این عملیات نیز مانند جوشکاری دستی، فیوم آزاد شده و در فضای محیط کار پخش شده و متعاقبا کیفیت هوای سالن را تحت تاثیر قرار میدهد. در این مورد میتوان از تهویه موضعی و عمومی استفاده کرد. قاعدتا کنترل و به دام اندازی آلایندهها در منبع به هواگذر و هزینه انرژی کمتری نیاز دارد این امر سبب می شود تا تهویه موضعی گزینه ایده آلی برای کنترل باشد. هود در فاصله حدود 10 سانتیمتری از نقطه جوش قرار میگیرد. جهت امکان جابجایی همراه با ربات در طول کانال در موضع مفاصل ربات معمولا از کانال قابل انعطاف استفاده میشود.
تهویه جوشکاری با گاز محافظ و حفظ کیفیت جوش
امروزه در صنعت از جوشکاری با گاز محافظ به دلیل سرعت بالای جوشکاری، به وفور استفاده میشود. این نوع جوشکاری با نامهای گاز مورد استفاده مانند جوش CO2، جوش آرگون و… نیز مرسوم هستند. نکته مهمی که در تهویه با جوشکاری با گاز محافظ باید رعایت کرد، میزان سرعت بهدام اندازی در محل جوشکاری است. اگر سرعت به دام اندازی در نقطه جوشکاری با گاز محافظ از مقدار معینی (150 fpm) بالاتر باشد ممکن است جریان گاز محافظ را مختل کرده و موجب کاهش کیفیت جوش شود اصلاحا جوش را کرمو میکند. در صنایع با حساسیتهای بالا که خط جوش بازرسی میشود عدم رعایت آن از طرف طراح ممکن است موجب شود تا خط جوش نتواند شرایط لازم را با موفقیت پاس کند. لذا رعایت حد مکش جهت ایجاد تعادل برای مکش مناسب و کیفیت جوش همینطور تعیین فاصله هود از محل جوشکاری ضروری است.
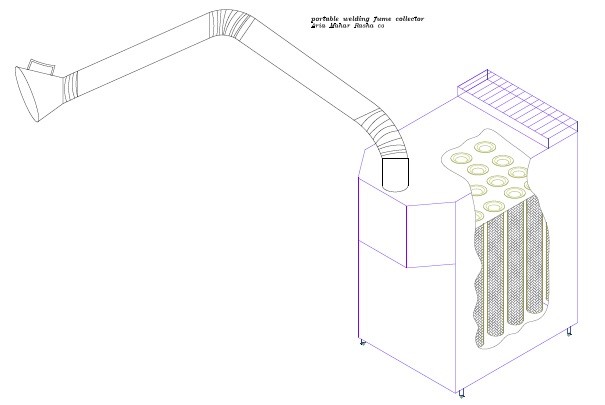
تهویه پرتابل جوشکاری در برخی شرایط که بر حسب نیاز، جوشکاری در مناطق مختلفی از سالن تولید انجام میپذیرد، به منظور کنترل مواجهه جوشکار با فیوم جوشکاری و کنترل مواجهه اطرافیان همچنین جلوگیری از پخش فیوم در سالن تولید خصوصا در صنایع حساس از دستگاه تهویه پرتابل جوشکاری استفاده میشود. این دستگاهها قابل جابجایی بوده و دارای هود بازویی متحرک هستند که میتواند در جهات مختلف حرکت کند طول بازوی آن را میتوان تا 3 متر نیز در نظر گرفت. این دستگاهها مجهز به سیستم فیلتراسیون با راندمان بالا هستند که فیوم جوشکاری را تصفیه سپس توسط هواکش روی خود به بیرون از دستگاه منتقل میکند.
تهویه عمومی جوشکاری
گفتنی است در مواردی مانند ساخت تیرهای فلزی بزرگ یا قطعات ماشینهای بزرگتر که جابجایی هود بازویی یا پرتابل برای کارگر ممکن است با مشکل روبرو شود و استفاده از هودهای موضعی دیگر ممکن است به دلایل کاربردی یا هزینه بالا مورد پسند واقع نشود، میتوان از تهویه عمومی استفاده کرد. در این مورد میزان مصرف الکترودها در ساعت، قطر الکترودهای مصرفی و ابعاد و موقعیت فضا تعیین کننده میزان مکش خواهد بود.